
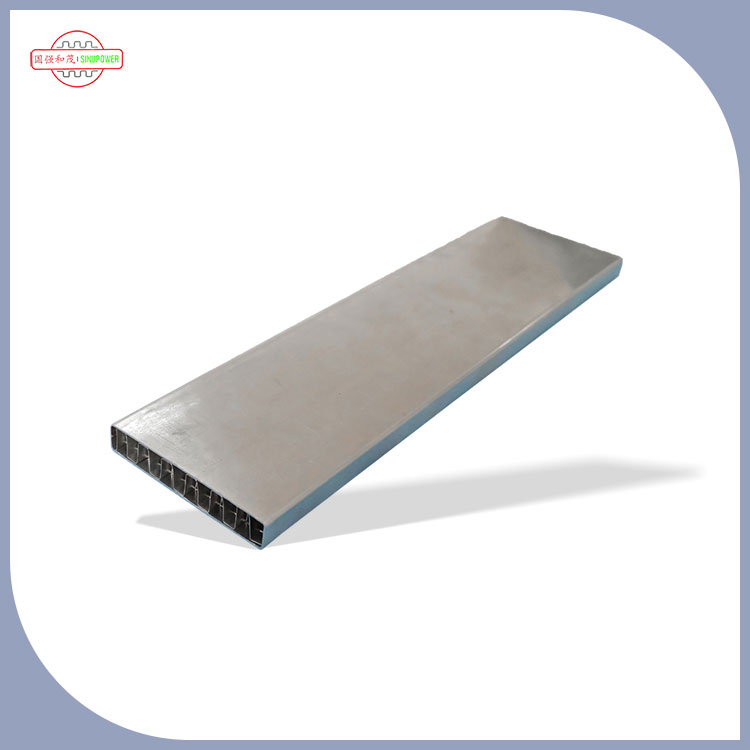
1. Алдын ала жалғанТікбұрышты түтіктербүктелуге бейім. Бүктелер - бұл төртбұрышты түтіктердің бетінде пайда болған түрлі қатпарлар. Бұл ақау көбінесе өнімнің бүкіл бойлық бағыты арқылы өтеді. Жиналыстың себебі - жалған өндірушілер жоғары тиімділікке ұмтылады және басу мөлшері тым үлкен, нәтижесінде құлақ пайда болады. Жиналу келесі жылжымалы процесс кезінде пайда болады. Бүктелген өнім бүктелген өнім бүктелгеннен кейін жарылып, болаттың беріктігі айтарлықтай азаяды.
2. Жасанды тікбұрышты түтіктер көбінесе бетіне қалталар болады. POcemarks - бұл прокат ойығының қатты тозуынан туындаған болаттың бетіндегі тұрақты емес және біркелкі емес ақаулар. Жасылы тікбұрышты түтік өндірушілер пайда табуды қалағандықтан, прокат ойық көбінесе стандарттан асады.
3. Жасанды тікбұрышты түтіктер бетіне тыртыққа бейім. Екі себеп бар: (1). Жалған тікбұрышты түтіктердің материалы біркелкі емес және көптеген қоспалардан тұрады. (2). Жасанды өндірушінің нұсқаулығын жасау қарапайым және болатқа оңай жабысады. Бұл қоспалар
4. Контрафактілік материалдың беті жарықтарға бейім. Себебі, оның бланкісі көптеген тері тесігі бар. Салқындату кезінде Adobe жылу стрессіне ұшырайды, нәтижесінде жарықтар пайда болады. Доллап шыққаннан кейін жарықтар бар.
5. Жасанды тікбұрышты түтікшікті тырналу оңай. Себебі, жалған тікбұрышты түтік өндірушісінің жабдықтары қарапайым және оны болаттың бетін тырнайтын Burrs-ті жасау оңай және оңай. Терең сызаттар болаттың беріктігін азайтады.
6. Жасанды тікбұрышты түтіктің металл жылтырлығы жоқ және ашық қызыл немесе екі себеп бар. Екіншіден, оның бланкісі Adobe. Контрафактілік материалдың жылжымалы температурасы стандартты емес. Олардың болат температурасы көзбен өлшенеді, сондықтан оны көрсетілген Остенит аймағына қарай илеу мүмкін емес, ал болат өнімділігі табиғи түрде стандартқа сәйкес келмейді.
7. Контрафакт-көлденең қабырғаларТікбұрышты түтікЖіңішке және төмен, және жеткіліксіздік құбылысы жиі кездеседі. Себебі, өндірушінің теріс толеранттылығы бар, ал дайын өнімнің алғашқы бірнеше жолдарының қысымы тым үлкен.
8. Жасанды тікбұрышты түтіктің көлденең қимасы эллиптикалық. Мұның себебі, материалдарды үнемдеу үшін өндіруші дайын өнім ролигінің алғашқы екі өтуінде үлкен қысымды төмендетуге ие. Бұл бұрандалы болаттың беріктігі едәуір қысқарады және ол бұрыс болаттың сыртқы түрінің стандартына сәйкес келмейді.
9. Жоғары сапалы болаттың құрамы біркелкі, суық қыру машинасының тонняжы жоғары, ал кесілген басының соңғы беті тегіс және ұқыпты. Алайда, материалдық сапаның нашарлығына байланысты контрафактілік материалдың кесілген басының түпкі беті көбінесе ет жоғалу феномені, бұл, бұл тегіс емес және металл жылтырсыз. Сонымен қатар, өндірушінің өнімдерінің кесілген басшыларының аз санына байланысты, үлкен құлақтар басы мен құйрығында пайда болады.
10. Жасанды тікбұрышты түтіктің материалы көптеген қоспалардан тұрады, болаттың тығыздығы төмен, ал мөлшері толеранттылыққа ұшырайды. Vernier Caliper болмаған жағдайда, оны өлшеуге және тексеруге болады. Мысалы, 20-шы аралау үшін Ұлттық стандарт максималды теріс толеранттылық 5% құрайды. Бекітілген ұзындық 9 м, оның бір тамырдың теориялық салмағы - 120 кг. Оның ең төменгі салмағы: 120 x (1-5%) = 114 кг. Егер бір тамырдың нақты салмағы 114 кг-нан аз болса, ол жалған және төмен болат. Жалпы, бүтін айтқанда, бүкіл өлшеу әсері жақсырақ болады, негізінен, көбінесе жиынтық қате мен ықтималдықтар теориясын ескере отырып.
11. Жалған және төменгі тікбұрышты түтіктердің ішкі диаметрі өлшемі едәуір өзгереді. Себептері: 1. Болат температурасы тұрақсыз және оң және теріс жақтар бар. 2. Болаттың құрамы біркелкі емес. 3. Қарапайым жабдықтың арқасында, іргетастың төмен күші және прокат диірменінің үлкен серпілуі. Сол аптада үлкен өзгеріс болады. Мұндай болат шыбықтар біркелкі емес және сынуға бейім.
12. Жоғары сапалы құбырларды тауарлық белгілер және басып шығару салыстырмалы түрде стандартталған.
13. АралықТікбұрышты түтіктер16-дан астам диаметрі мен им.
14. Жалған және төмен болаттан жасалған стендтердің бойлық арматурасы көбінесе толқынды.