
Синуқуат қалай зерттейдіТік бұрышты түтіктеркесу, бұрғылау және дәнекерлеу процестері кезінде геометрия мен материалдың реакциясы төменгі ағынды қолданбалардағы дәлдік пен құрылымдық сенімділікке тікелей әсер ететін заманауи өндіріс орталарында әрекет етеді.
Өндіріс шеберханаларында тікбұрышты қуыс профильдер көбінесе қарапайым құрылымдық элементтер ретінде қарастырылады, бірақ шындық неғұрлым нюансты. Олардың тегіс беттері, өткір бұрыштары және қабырға қалыңдығының өзгермелі мінез-құлқы дөңгелек профильдермен салыстырғанда ерекше қиындықтар тудырады. Әрбір кезең — кесу, бұрғылау және дәнекерлеу — өлшемдік дәлдік пен функционалдық тұрақтылықты сақтау үшін кернеуді, жылуды және деформацияны мұқият бақылауды қажет етеді.
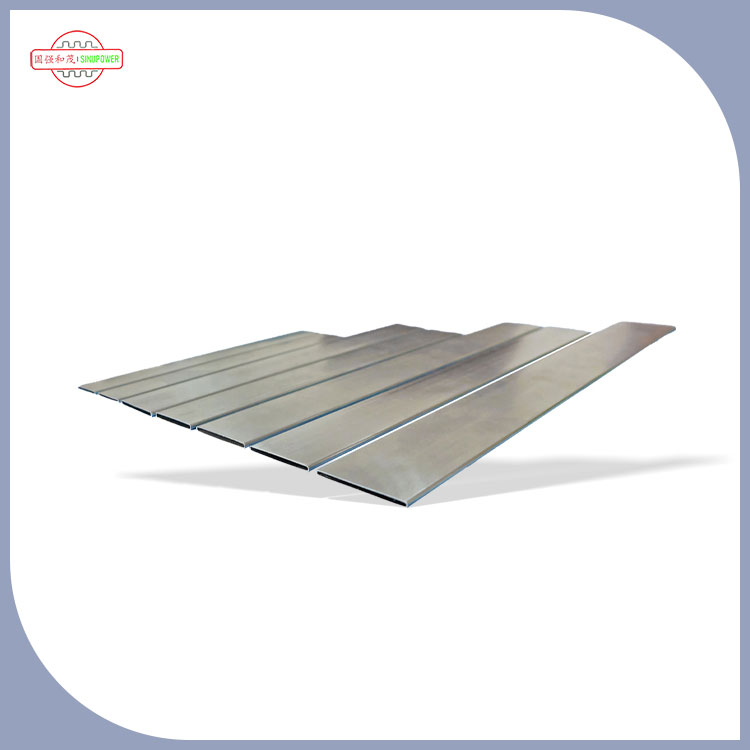
Тікбұрышты құбырлар кеңістіктің тиімділігі мен жүктемені бөлу маңызды болатын жүйелерде кеңінен қолданылады. Дегенмен, олардың геометриясы әсіресе бұрыштарда біркелкі емес кернеулердің шоғырлану нүктелерін жасайды.
Күштер қисықтық бойымен біркелкі таралатын дөңгелек түтіктерден айырмашылығы, тікбұрышты профильдер кернеуді жиектерге шоғырландырады. Бұл сипаттама әсіресе механикалық күш пен жылулық әсер дұрыс бақыланбаған жағдайда құрылымның тұтастығын өзгертуі мүмкін өндіріс процестерінде маңызды болады.
Тікбұрышты пішін үш негізгі инженерлік әсерді ұсынады:
- бұрыштық кернеуді күшейту
- Дәнекерлеу кезінде жылудың біркелкі таралуы
- Бағытқа тәуелді қаттылық
Бұл әсерлер әрбір өндіру қадамының қалай жоспарланғанына және орындалатынына әсер етеді.
Кесу - төртбұрышты түтіктер геометрияға тәуелді әрекетті көрсете бастайтын алғашқы қадам. Механикалық араларды, абразивтік жүйелерді немесе термиялық кесу әдістерін пайдалансаңыз да, материал тегіс беттер мен бұрыштар бойынша әртүрлі әрекет етеді.
Механикалық кесуде:
- Тегіс беттер пышақпен тұрақты жанасуға мүмкіндік береді
- Бұрыштар діріл ұшқындарын тудырады
- Шеттік шығуларда бұрғы пайда болуы ықтимал
Тік бұрышты бөліктердің қаттылығы кесу күштерінің біркелкі жұтылмауын білдіреді, бұрмалануды болдырмау үшін бақыланатын беру жылдамдығын қажет етеді.
Термиялық әдістерді қолданғанда, локализацияланған жылыту түтік қабырғасында кеңею айырмашылықтарын енгізеді. Тікбұрышты геометрияның бірнеше жылу жолдары болғандықтан, жылу біркелкі емес таралады, кейде салқындату теңгерілмеген болса, шамалы деформацияға әкеледі.
Бұрғылау құрал күші мен материал геометриясы арасындағы ең қызықты өзара әрекеттесулердің бірін ұсынады. жалпақ беттеріТік бұрышты түтіктерқұралдың тұрақты кіруіне мүмкіндік береді, бірақ ішкі кернеудің таралуы бұрғы енген сайын өзгереді.
Бұрғылау кезінде:
- Бастапқы жанасу тегіс беттік тірекке байланысты тұрақты
- Орташа ену чип жинақтау аймақтарын жасайды
- Шығу фазасы жиі деформация қаупін тудырады
Шығу жағы ерекше сезімтал, себебі материалды қолдау азаяды, бұл ықтимал бүрікпелердің пайда болуына немесе тесіктердің аздап сопақшалануына әкеледі.
Бұрғылау ілгерілеген сайын кернеу түтік қабырғалары бойымен қайта бөлінеді. Бұрыштар қалыңдығына және материалдың құрамына байланысты кернеуді сіңіре алады немесе көрсете алады. Бұл бұрғылау дәйектілігін беруді басқаруға да, салқындату стратегиясына да байланысты етеді.
Дәнекерлеу - төртбұрышты түтіктердің ең күрделі физикалық реакциясын көрсететін жері. Жылу кірісі мен геометриялық шектеулердің үйлесімі локализацияланған кеңеюге, қысқаруға және қалдық кернеудің пайда болуына әкеледі.
Unlike circular sections that allow smoother heat diffusion, rectangular profiles concentrate thermal energy along weld seams and corners. Бұл жасайды:
- Біркелкі емес салқындату жылдамдығы
- буындардың жанында локализацияланған бұрмалану
- Жиектер бойында қалдық кернеудің жинақталуы
Дәнекерленген аймақ салқындаған сайын, жиырылу күштері тегіс панельдер бойынша біркелкі емес тартылады. Бұл реттелетін реттілік арқылы теңестірілмеген болса, сәл иілуге немесе бұрыштық бұрмалауға әкелуі мүмкін.
| Процесс кезеңі | Негізгі шақыру | Тікбұрышты түтіктің әрекеті | Фокусты басқару |
| Кесу | Жиектер дірілі | Бұрыштардағы стресс концентрациясы | Тамақ тұрақтылығы |
| Бұрғылау | Деформациядан шығу | Біркелкі емес стрессті босату | Қолдау және салқындату |
| Дәнекерлеу | Термиялық бұрмалану | Бұрышта жылу жинақталуы | Жылу балансы |
| Кейінгі өңдеу | Өлшемді түзету | Қалдық стресс релаксациясы | Туралауды басқару |
Бұл салыстыру әр кезеңнің дербес басқарылуы тиіс әртүрлі механикалық және жылулық реакцияларды қалай енгізетінін көрсетеді.
Тікбұрышты түтіктердің әрекеті тек геометрияға ғана емес, сонымен қатар материалға да тәуелді. Алюминий, мыс қорытпалары және болат негізіндегі құрылымдардың әрқайсысы механикалық және жылулық кірістерге әртүрлі жауап береді.
Алюминий негізіндегі профильдер:
- Жоғары жылу өткізгіштік
- Дәнекерлеу кезінде жылуды тезірек бөлу
- Егер қызып кетсе, локализацияланған деформацияға бейім
Болат негізіндегі профильдер:
- Жоғары құрылымдық қаттылық
- Жылудың баяу диффузиясы
- Бұрғылау нәтижесінде пайда болатын деформацияға жақсы төзімділік
Материалды таңдау құрылымдық тұрақтылыққа нұқсан келтірместен әр өндіру қадамының қаншалықты агрессивті орындалуына әсер етеді.
Кесуден кейінгі бет сапасы өндірісті бақылаудың маңызды көрсеткіші болып табылады. Тікбұрышты геометрия беттің бірегей әрекетін ұсынады:
- Тегіс беттер тегіс кесу сызықтарын сақтайды
- Бұрыштар жиі микрочиптерді көрсетеді
- Бүріккесі шығу шеттерінде шоғырлануға бейім
Тұрақты жиек сапасын сақтау құралдың анықтығын, беру жылдамдығын және дірілді бақылауды теңестіруді қажет етеді.
Жоғары дәлдіктегі қолданбаларда екінші өңдеу жиі келесі дайындау кезеңдері алдында жиек геометриясын тұрақтандыру үшін қолданылады.
Тікбұрышты түтіктерді жасаудағы негізгі қиындықтардың бірі - тегіс беттердегі саңылауларды теңестіру.
Дәлдікке әсер ететін факторлар:
- Түтік қабырғасының қалыңдығының өзгеруі
- Жүктеме кезінде құралдың ауытқуы
- Үздіксіз бұрғылау кезінде жылудың пайда болуы
Материалдың термиялық қалпына келуіне жол бермей, бірнеше саңылауларды дәйекті түрде бұрғылау кезінде қате туралану ықтималдығы жоғары.
Дәнекерлеу стратегиясы бұрмалануды азайтуда шешуші рөл атқарады. Тікбұрышты геометрия табиғи кеңею жолдарын шектейтіндіктен, жылу бақыланатын реттілікпен бөлінуі керек.
Тұрақтандырудың жалпы тәсілдері:
- Дәнекерлеудің ауыспалы бағыттары
- Қысқа сегменттелген дәнекерлеу өткелдері
- Бақыланатын салқындату аралықтары
Бұл әдістер ұзын жиектердегі қалдық кернеудің жинақталуын азайтады.
Өндіріс кезінде тікбұрышты түтіктер бұрмаланудың үш негізгі түрін сезінуі мүмкін:
- Бұрыштардағы бұрыштық деформация
- Термиялық жиырылуына байланысты жазық беткей иілу
- Біркелкі емес дәнекерлеу тізбегінен бұралу
Әрбір түр дайындаудың басқа сатысымен байланысты және мақсатты түзету әдістерін қажет етеді.
Қазіргі заманғы өңдеудегі негізгі түсінік - кесу, бұрғылау және дәнекерлеу тәуелсіз қадамдар емес. Әрбір кезең келесі кезеңге әсер етеді.
Мысалы:
- Кесуден туындаған микро кернеу бұрғылаудың ауытқуын күшейте алады
- Бұрғылау кезінде пайда болатын жылу дәнекерлеу тұрақтылығына әсер етуі мүмкін
- Дәнекерлеудің бұрмалануы соңғы өлшем дәлдігін өзгертуі мүмкін
Бұл өзара байланысты әрекет процесті жоспарлауды міндетті емес, маңызды етеді.
Инженерлік тұрғыдан алғанда, төртбұрышты түтіктер өндіріс кезінде шектелген энергия жүйелері сияқты әрекет етеді. Механикалық күш, жылулық кіріс және құрылымдық геометрия үздіксіз өзара әрекеттеседі.
Әрбір процесті оқшаулаудың орнына, заманауи өндіріс тәсілдері мыналарға назар аударады:
- Түтік құрылымы бойынша кернеуді карталау
- Дәнекерлеу кезіндегі жылу ағынын болжау
- Кесу және бұрғылау кезіндегі дірілді бақылау
Бұл біріктірілген көрініс кезеңдерде жинақталған деформацияны азайтуға көмектеседі.
Тікбұрышты профильдер әдетте ықшам құрылымдық қолдауды және бағытталған жүктемені бөлуді қажет ететін жүйелерде қолданылады, мысалы:
- Жылу алмастырғыш қондырғылар
- Құрылымдық жақтау жүйелері
- Жабық сұйықтық арналары
- модульдік механикалық тіректер
Бұл орталарда өндіру дәлдігі жүйе тұрақтылығы мен ұзақ мерзімді өнімділікке тікелей әсер етеді.
Тікбұрышты түтіктердің кесу, бұрғылау және дәнекерлеу кезіндегі әрекеті геометрия, материал қасиеттері және процесс энергиясы арасындағы өзара әрекеттесу арқылы реттеледі. Әрбір кезең құрылымдық тұтастық пен өлшемдік сәйкестікті сақтау үшін басқарылуы тиіс ерекше механикалық және жылулық қиындықтарды ұсынады.
Осы шеңберде,Синуқуат Heat Transfer Tubes Changshu Ltd.өндіру динамикасын зерттеуді жалғастырудаТік бұрышты түтіктерДәл түтіктерді өңдеу және жылу тасымалдағыш құрамдастарды әзірлеу бойынша кеңірек зерттеулердің бөлігі ретінде.